

MON
08
July
2024
CADによるモデリング
7月に入り暑い日が続きますね。
梅雨空はどこへ行ってしまったのでしょうか?
スタッフKATOです。
こんにちは!
3回に分けてトルメキア軍コルベットの製作風景について紹介してきました。
今回はそのベースとなるCADモデルについて少し触れたいと思います。
このコルベットはGibbs CAMという部品加工用CAMのCAD機能を使用しモデリングしています。

Gibbs CAMは部品加工用のCAMとして、値段と性能のバランスの取れた使いやすいCAMです。
本機のメインはあくまでも加工用パスを作成するCAM機能。
そのためCAD機能はCAMのための必要な能力しか備えておらず、本格的な3Dモデリングには向きません。
しかしながら使える機能をフルで使えばこの程度のモデリングはできてしまいます。

部品加工用のCAMで3Dモデリングする利点は、はじめからソリッドモデルで作ることができるところかと思います。
機械加工のための加工パスを作るには、ソリッドモデルが有効です。
こうして3Dモデルさえできてしまえば思い通りに加工用パス出力し、機械加工することができるわけです。
今回作成したコルベットのCADモデルです。

機械加工を意識したパーツ分割になっています。




はめ合わせる部分のクリアランスは塗装仕上げも想定し0.1としています。
3Dプリンターで作成するインテリアなどの小パーツも同時にモデリング。



3Dプリンター用のデータはおよそ切削では無理な形状も一体でモデリング。
また収縮を考慮し大きさを調整、切削で作ったボディにしっくり嵌るようにしています。
こちらのモデルはSTLでエクスポートし、3Dプリンター用スライサーに取り込んでプリントデータを作成しています。
一番時間がかかったのがこのモデリング作業です。
何度も何度も形状を修正してデータを作りました。
でもやはりものづくりは楽しい。
それでは!
MON
01
July
2024
削り出しトルメキア軍コルベット製作風景3
昭和レトロ。

久しぶりに外食する機会があり、クリームメロンソーダを飲みました。
物価高で家計が大変な中での小さな贅沢。
少し元気が出たスタッフKATOです。
こんにちは!
削り出しコルベットの製作風景も三回目。
第3回は小物類の製作風景です。
削り出しで作る小物は以下の3種類。
①主翼下の推進器(エンジン?)
②後部主翼下の小翼
③ランディングギア(ホイール)
推進器

こちらも今まで同様の方法で削り出し。
マシニング加工はクランプ方法を他のパーツと同じにしているので、
原点とプログラムの変更だけで加工に入ることできます。
左右及び、前後部で形状が違うので4種製作。
小翼

こちらはプラモデルのようにランナーについた状態で削り出し、あとで切り出します。
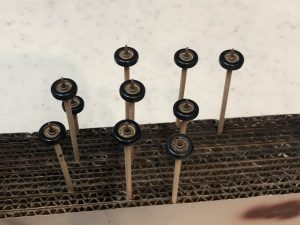
ホイール

こちらはただの円筒状パーツなので全てNC旋盤で切削。
タイヤはOリングをはめて再現。
1隻につき4つ必要です。
こうしてすべてのパーツがそろいました。

キャノピーのガラス部はバキュームフォームで、
機内インテリアは3Dプリンターで別途製作しています。
あとは細部を塗装し組み立てれば完成になります。
それでは!
※ 実は上の写真は初号機製作時のもの
※ 一番最初に投稿した完成品は初号機をベースに改良を加えたものになり細部がかなり違っています
MON
24
June
2024
削り出しトルメキア軍コルベット製作風景2
関東地方も梅雨入りしました。
例年より2週間ほど遅いとか。
雨は鬱陶しいと感じたりもしますが、雨でなければ見られない風景もあります。

虹はやっぱり特別感があります。
スタッフKATOです。
こんにちは。
コルベットの製作風景を紹介する第2弾。
前回は胴体の加工を紹介しました。
今回は主翼です。
コルベットには計4枚の主翼があります。
前後の主翼は似た形状ですが細部のディテールが違います。
よって4枚それぞれのCADモデルを作成して削ることになります。
製作方法は胴体と同じ。
アルミの材料からNC旋盤で大まかに削ってブランクを作り、マシニングセンタで仕上げます。

マシニングセンタでの加工です。
荒削り、中荒削り、中仕上げ、最終仕上げの4工程で仕上げています。
〇粗削り
フラットエンドミルで階段状に切削

〇中粗削り
φ4のボールエンドミルで基本形状を切削

〇中仕上げ
φ1のボールエンドミルで細部のディテールを出します

〇最終仕上げ
φ0.6のボールエンドミルで仕上げます

中仕上げと最終仕上げはあまり見分けがつきませんが細部のディテールのシャープさが違います。
最後にNC旋盤でベースから切り離します。

こうして完成した主翼4枚。

これで艦体を構成するメインのパーツが完成しました。
あとは小物類を削っていきます。
今回はここまでです。
それでは!
THU
20
June
2024
ものづくりワールド東京2024

夏の日差しがまぶしい東京の空。
スタッフKATOです。
こんにちは。
東京ビッグサイトで開催中の「ものづくりワールド東京2024」に行ってきました。

初日ということもあって凄い人出です。
会場は東展示棟と南展示棟に分かれており、かなりの規模。
とても1日では回りきれないボリューム。
そんな「ものづくりワールド東京2024」を現場のチームメンバー3人と巡りました。

テーマはずばり「同業者様のブースを巡り見識を深める」こと。
普段は現場で使える新技術や機械、効率化などを目的にするのでメーカーブースを中心に見ます。
しかし今回は気になる同業者様のブースを見つけてはお話をお聞きするスタイル。
結果、普段あまり交流する機会の少ない、多くの同業者様とお話しすることができました。
私たちの稚拙な質問にも丁寧に答えていただき、驚きや発見のある充実した時間でした。
その中で感じたのは、技術への誇り、こだわり、情熱、挑戦。
これは同じ技術者だからこそ共感しリスペクトできること。
そしてもう一つ。それは若い技術者の熱量。
若い技術者が生き生きと仕事をしている会社は強い、そう思いました。
「自分たちはどうだろう?」改めて考えさせられました。
今回お邪魔させていただいた出展社の皆様本当にありがとうございました!
最後になりますが、木山製作所も出展しています。
ブースは東展示棟 E60-24 です。
こちらのブログで紹介した作品の一部も展示されているかもしれません。
ご興味がございましたら、ぜひ足を運んでいただけると幸いです。
それでは!
WED
12
June
2024
削り出しトルメキア軍コルベット製作風景1
6月になり紫陽花が綺麗な季節になりました。

スタッフKATOです。
こんにちは!
今回より前回紹介したトルメキア軍コルベットの製作風景を部位ごとに紹介していきます。
第1回は艦体部分の製作。
まずはCADでモデリング。
3Dモデルがないと始まりません。

というよりこれがすべてといっても過言ではないかもしれません。
一番時間がかかっているのは実はこの工程。
ただモデリングはPCさえあればいつでもどこでもできるのがいいところ。
そしてモデルさえできてしまえば加工は何とでもなります。
木山製作所には優秀な1級技能士が揃っています!
加工計画
①艦体は前部と後部に分けて加工
②また内部はインテリアを仕込むので空洞化
③特徴的なキャノピー部は枠を加工しガラス部は後から透明パーツをはめて再現
アルミの丸棒から削り出しで製作。
アルミ丸棒から旋盤で大まかにブランクを作成し、その後5軸加工機で削り出します。

艦体前部

艦体後部

最後にベースから旋盤で切り離せば完成。
組み合わせたところ。

大きさ比較のために1円玉と。
私のこだわりである約1/144スケールです。

基本の加工方法はこんな感じになります。
次回は主翼パーツの予定です。
それでは!
MON
27
May
2024
削り出しトルメキア軍コルベット
新年のあいさつからしばらく間が開いてしまいました。
気づけばもう5月も終わり。時間が経つのは早いですね。
船橋に行った際に停車中の8111Fを発見。

現存する唯一の東武顔。古き良き時代を感じさせます。
いつまでも元気に走っていて欲しいです。
スタッフKATOです。
こんにちは!
前回の投稿で現在制作中の作品について画像を公開しました。
そちらの画像からお分かりの方もおられると思いますが、今回製作しました作品は「トルメキア軍コルベット」です。
以前3Dプリンターで製作した戦列艦(バカガラス)と同じく、有名なジブリ映画「風の谷のナウシカ」に登場するメカです。
コルベットは中型の戦闘艦で対空戦闘、対地攻撃、物資や兵員輸送などの任務をこなす汎用性の高い艦として描かれています。
今回はこのコルベットを戦列艦と同スケール、アルミニウム削り出しで製作することを計画しました。
そしてそのコルベットをようやく皆様にお見せできる程度まで仕上げることができたので公開したいと思います。
各部の製作工程やディテールなど詳細についてはこれから随時公開していく予定ですが、まずは完成形をご覧ください!
まずは全体像

特徴的なコックピット周辺

船体後部

船体中央部

主要なボディーパーツはすべてアルミニウム削り出しで製作。
船体内部インテリアや銃座等の小物パーツは3Dプリンターで出力。
コックピットのキャノピーはバキュームフォームで。
ピトー管等は真鍮パイプと真鍮線の組み合わせ。
船首のエンブレムは真鍮から削り出してはめ込んでいます。

またエンジン部にはLEDライトを仕込んで発光するようにしました。
後部のハッチは極小のヒンジで可動します。
船体表面は切削後に手作業で研磨し、磨き上げられた特別仕様というイメージで仕上げました。
アルミ地剥き出しのボディ以外はすべて塗装して仕上げています。
こうして完成した削り出しコルベット。
久しぶりの作品となりましたが、時間をかけて自分がやりたかったことはすべて盛り込めた作品になったかなと思っています。
各パーツの製作風景はこれからアップしていきます。
それでは!
SAT
06
January
2024
2024

新年あけましておめでとうございます。
スタッフKATOです。
こんにちは。
木山製作所も5日から仕事がスタートしました。
昨年は全くブログを更新することができませんでした。
(まったくネタがなかったわけではないのですが…)
2024年はまた精力的に活動していきます!
既に新しいプロジェクトが昨年秋ごろからスタートしています。
こんなの作っていきますよ!

何だかわかりますか??
こちらの情報は随時公開していくのでお楽しみに!
それでは、本年も木山製作所と切削の可能性をよろしくお願いいたします。
WED
28
December
2022
トルメキア軍戦列艦を作る ~完成編~

2022年の釣納めで千葉港へ。
富士山を望む東京湾の夕焼け。美しいです。
スタッフKATOです。
こんにちは!
全6回に分けて紹介した「トルメキア軍戦列艦を作る」もいよいよ最終回。
完成した戦列艦をご覧ください。
全景。


今回の見どころ、可動式のドアと貨物室。


突撃砲とともに。
2輌の突撃砲を格納できます。

大きさの比較のため手元にあった1/144スケールのB-24爆撃機と撮影。

戦列艦はずんぐりむっくりした胴体と長大な主翼により、全翼機のような外観が特徴。
よって全長はそれほど変わらないものの、胴体は太くボリューム感が全く違います。
そして全幅は2倍ほどの大きさ。
屋外で空撮もしてみました。


やはり空の青が似合いますね!
今回は3Dプリンターを使用し「風の谷のナウシカ」に登場するバカガラスこと戦列艦を作成しました。
戦列艦の模型は一般には販売されておらず、それを立体物として再現するのは私の子供の頃からの夢でした。
技術の進歩により大人になって子供の頃の夢を実現できました。
自分の作りたい物をカタチにすることができる3Dプリンターに感謝です。
2022年もお付き合いいただきありがとうございました。
2023年も変わらず面白いモノづくりを発信していけるよう精進いたします。
モノづくり部も本格的に始動します。こちらもご期待ください!
それでは、皆様良いお年を!
MON
26
December
2022
トルメキア軍戦列艦を作る ~ウェザリング編~

晴海に行ってきました。
やっぱり都内は夜景がきれいですね。
スタッフKATOです。
こんにちは!
「トルメキア軍戦列艦を作る」も基本塗装を終えいよいよ大詰め。
今回は仕上げのウェザリングを施していきます。
ウェザリングとは模型製作における塗装技法のひとつで、風雨にさらされた実物の外観を模した表現を塗装で行う技法。
基本塗装のままだと綺麗すぎるため、ウェザリングを施すことで模型にリアリティを与えるのです。
ウェザリングは「その物がどのような環境で使用されたか」を考えて行います。
戦列艦は実在しない機体ですが、映画劇中におけるトルメキア軍による戦列艦の運用方法から想像します。
トルメキア軍が戦列艦の艦隊で風の谷に侵攻したシーン。戦列艦で草原のような場所に強行着陸しています。
結構ハードに使われているのでキズなども多そうなイメージ。
さらにこれらの艦はペジテ侵攻後に移動してきたもの。
ペジテは砂漠の中にある国家なので、きっとそこに侵攻した機体は砂汚れが付いていると考えました。
そこで戦列艦は形状的には航空機ですが、エアモデルというよりも戦車模型的な表現でウェザリングする事にしました。


パネルラインを中心にキツめに汚していきます。
サビの表現も加えました。

機内は汚れた突撃砲を格納するので床は乾いた土汚れがついているイメージで。

スモールパーツもちまちまウェザリング。
全てのパーツのウェザリングが完了。

後は組み付けるだけ。
次回はいよいよ完成編です。
それでは!
FRI
02
December
2022
MEMORIAL TABLET

12月に入ったとたん急に冷え込むようになり、季節は完全に冬になりましたね。
寒いのは好きではありませんが、冬の空は好きです。
スタッフKATOです。
こんにちは!
今回はステンレス削り出しMEMORIAL TABLETを作成したので紹介します。
MEMORIAL TABLETは位牌のこと。
星になった猫ちゃんの位牌を作って欲しいとの依頼に応え、業務の合間に製作いたしました。
製作はいつもの通り旋盤とマシニングセンタで加工。


文字を入れる面は磨いてなるべく鏡面に近づけました。


最後にレーザーで猫ちゃんの生前の写真と戒名を刻印し完成としました。

本業が忙しく、依頼から約1か月ほどお時間をいただきましたが、何とか納品できました。
お待たせいたしました。
木山製作所ものづくり部ではこうした依頼にもお応えしています。
個人ユーザー様など、会社に直接お問い合わせし難い依頼はものづくり部のメールアドレスや、インスタのDMで気軽にご相談ください!
過去に紹介した製品等についてのお問い合わせも下記のメールアドレスにどうぞ。
木山製作所ものづくり部
メールアドレス:kousaku.club2671@gmail.com
インスタグラム:instagram.com/kousaku_club/
スタッフKATOでした。
それでは!
木山製作所のスタッフブログです
モノ作り集団「K製作所」の活動も随時更新中!
デザフェス等イベント出展情報もこちら
- 2024.07.08
- CADによるモデリング
- 2024.07.01
- 削り出しトルメキア軍コルベット製作風景3
- 2024.06.24
- 削り出しトルメキア軍コルベット製作風景2
- 2024.06.20
- ものづくりワールド東京2024
- 2024.06.12
- 削り出しトルメキア軍コルベット製作風景1
- 2024.05.27
- 削り出しトルメキア軍コルベット
- 2024.01.06
- 2024
- 2022.12.28
- トルメキア軍戦列艦を作る ~完成編~
- 2022.12.26
- トルメキア軍戦列艦を作る ~ウェザリング編~
- 2022.12.02
- MEMORIAL TABLET
- 2022.11.21
- トルメキア軍戦列艦を作る ~塗装編~
- 2022.11.11
- JIMTOF2022
- 2022.11.09
- トルメキア軍戦列艦を作る ~組み立て・表面処理編~
- 2022.10.21
- トルメキア軍戦列艦を作る ~3Dプリント編その2~
- 2022.10.14
- トルメキア軍戦列艦を作る ~3Dプリント編その1~
- 2022.10.12
- ものづくり部(仮)始動!
- 2022.10.04
- トルメキア軍戦列艦を作る ~モデリング編~
- 2022.09.30
- 3Dプリンターの可能性
- 2022.09.05
- ブラックバスフィギュア その2
- 2022.08.31
- ブラックバスフィギュア その1






- 2024.06.27
- 会社のダメなところ
- 2024.06.21
- 機械要素展 楽しい\(^o^)/
- 2024.06.17
- めっちゃハジッコ【機械要素展】
- 2024.06.03
- 5000円で何する?season4 第11回
- 2024.05.20
- 撮影が入りました
- 2024.05.17
- 事故の可能性
- 2024.05.01
- 5000円で何する?season4 第10回
- 2024.05.01
- 聞きたいこと、とは
- 2024.04.30
- 24春の陣
- 2024.04.01
- 5000円で何する?season4 第9回
- 2024.03.15
- 春 受賞
- 2024.03.07
- 新人さん11トン
- 2024.03.01
- 5000円で何する?season4 第8回
- 2024.02.08
- 三×三
- 2024.02.07
- 10人/50万人
- 2024.02.05
- お湯割り
- 2024.02.01
- 5000円で何する?season4 第7回
- 2024.01.06
- 普通にスタート
- 2024.01.05
- 5000円で何する?season4 第6回
- 2023.12.28
- フィルター掃除
Copyright © 2006- Kiyamaseisakusyo All rights reserved.