

「加工技術」の記事一覧
TUE
22
October
2019
Toodle Spindles 実戦投入
「即位礼正殿の儀」の祝日。

祝日があるとどうしてもその前後の土曜日が出勤日となります。
しかし子育て世代の方は分かる思いますが、土曜日はなにかと行事が多い。
生産計画が決められている現場スタッフ。
有給休暇を使うことも出来ますが、チーム全員が同時に休むことは難しい。
そこで今回私達のチームでは相談の末、22日の祝日に出勤する代わりに26日の土曜日を代休とすることに。
風雨の強い荒れ模様の祝日ですが、今日も出勤のスタッフKATOです。こんにちは。
今日はToodle Spindlesを実際の加工に使用した結果を紹介します。

結論から言えば大成功!
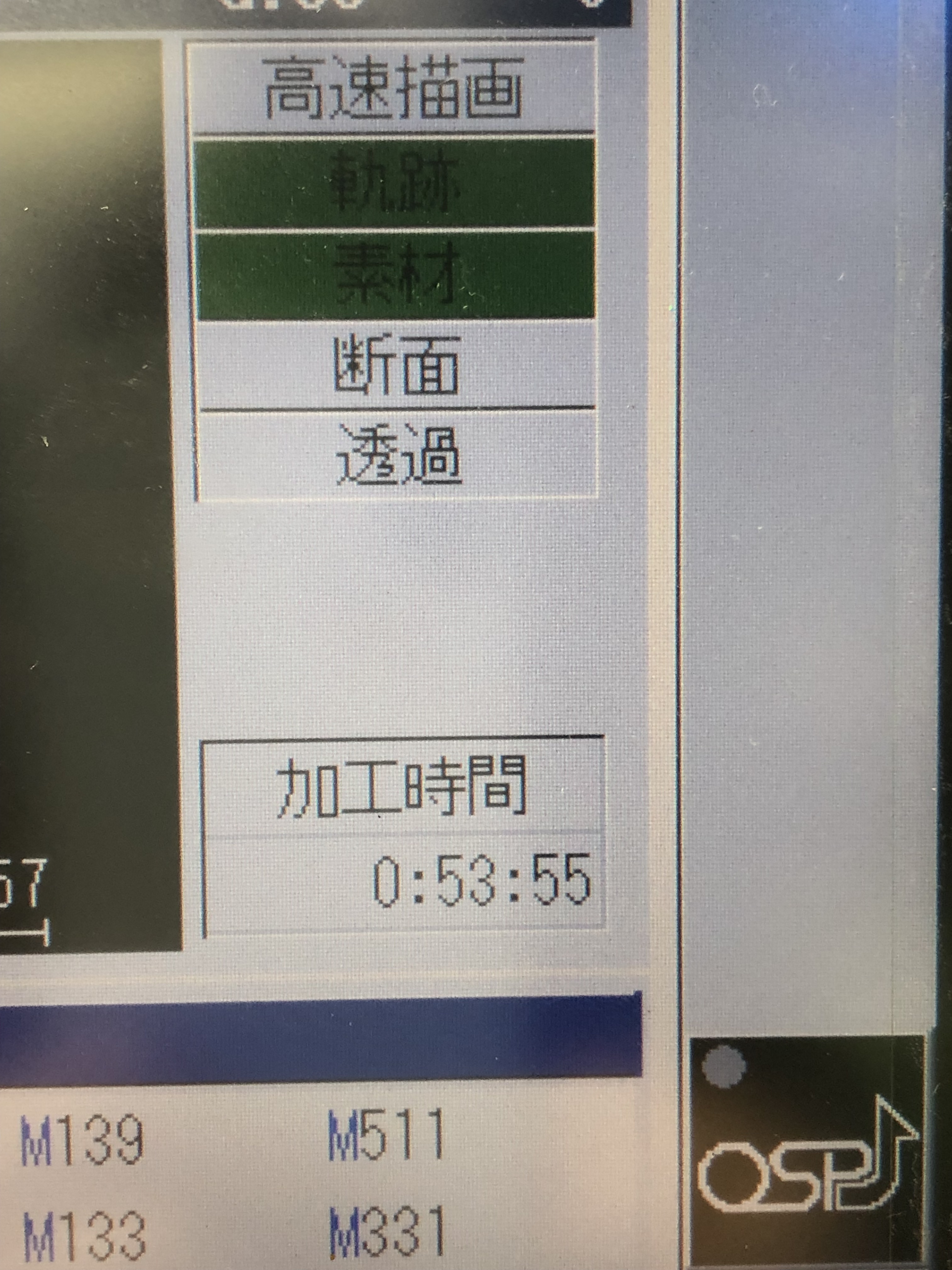
加工時間を大幅に短縮することが出来ました。
以前は1時間半ほどかかっていたものを、54分で加工することが出来ました。
そして気になる仕上がり具合ですが…

こちらも問題なし。
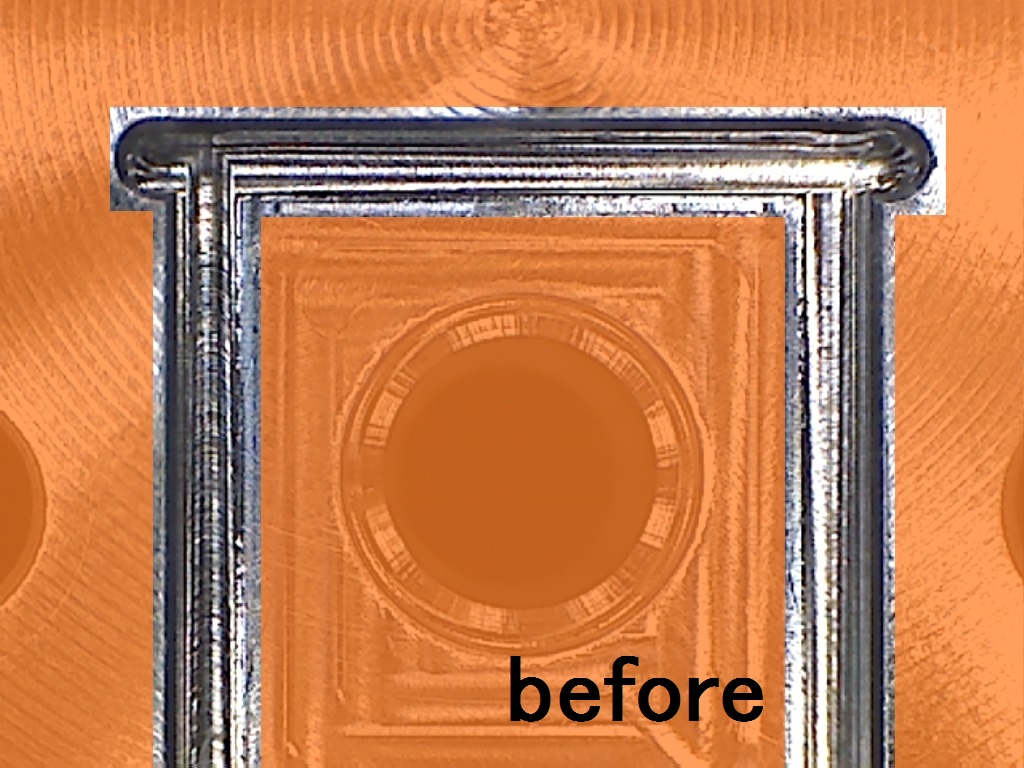

上画像のオレンジに塗られていないところがToodle Spindlesで加工している部分。
幅0.5mmの溝が掘られています。
以前の加工方法で加工したものと並べてみましたが、仕上がりに差はありません。
三次元測定機で寸法を測定してみました。
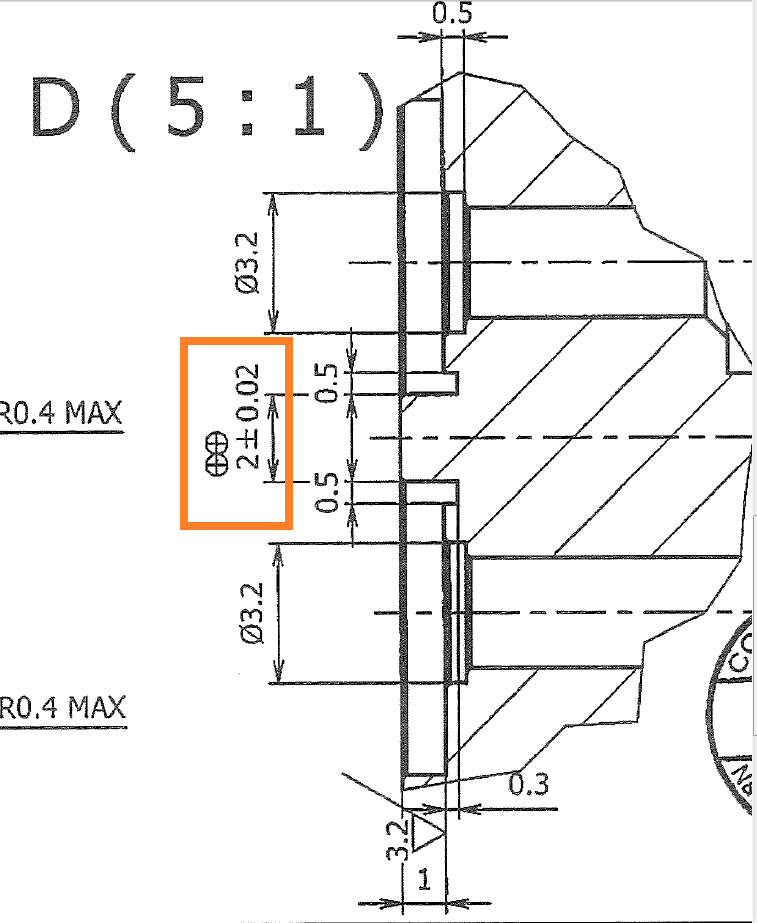

寸法も図面の要求を満たしています。
製品精度はそのままに加工時間を30分以上も短縮。
工具の刃持ちも今のところ問題なし。
今回は満足な結果を得ることが出来、大成功と言って良いのではないでしょうか。
冒頭でも書きましたが生産計画を元に仕事している現場スタッフ。
加工改善は常に考えていますが、生産の安定を重視するのでどうしても保守的になりがち。
しかしそれでは変化は望めません。
チャレンジ精神を持って仕事に臨みたいとあらためて思いました。
FRI
18
October
2019
時は金なり
先日の台風19では各地で大きな被害が出ました。
接近時点で大規模な警戒を呼びかけていても。
自然の力の前で人間は無力なのだとあらためて実感しました。
今週末も東日本は大雨の予報。
これ以上被害が拡大しない事を切に願います。
こんにちは。スタッフKATOです。
最近導入した道具を紹介。

アタッシュケースの中身は…

こちら。Toodle Spindles
以前当ブログで紹介した、スピンドルスルークーラントの圧力を利用して工具を高速回転させるユニット。
この後予定されている仕事で使うために導入しました。
理論上では加工時間が30分も短縮できる予定!
時は金なり
加工時間は短いほうがいい。
予定通りうまくいくといいのですが…
WED
28
August
2019
Toodle Spindles
梅雨明け以降続いた暑さが和らぎ、秋の気配を感じる今日この頃。
例年より遅かった梅雨明け、そしてまだ8月なのに涼しさを感じる最近の季候。
駆け足で過ぎ去っていく夏に少し寂しさを感じるスタッフKATOです。こんにちは。
今日は面白いアイテムを試したので紹介します。
ブログタイトルにも書きましたが「トゥードゥル スピンドル(Toodle Spindles)」という製品。

クーラントの圧力を利用して高速回転を実現するユニットです。
高速加工を行うには高速仕様の主軸を持つ工作機械を使うか、増速スピンドルなどを利用することになります。
弊社にあるような通常仕様の工作機械で高速加工をする為には増速スピンドル一択。
しかし既存の物は高価であったり、機械に改造を必要としたりなかなかハードルが高い。
そんな時紹介してもらったのがこの商品。
一般的なφ25のツールホルダーに装着して、スルークーラントを利用して高速回転させるというもの。
構造はシンプルで改造も必要なく簡単に試せそうです。
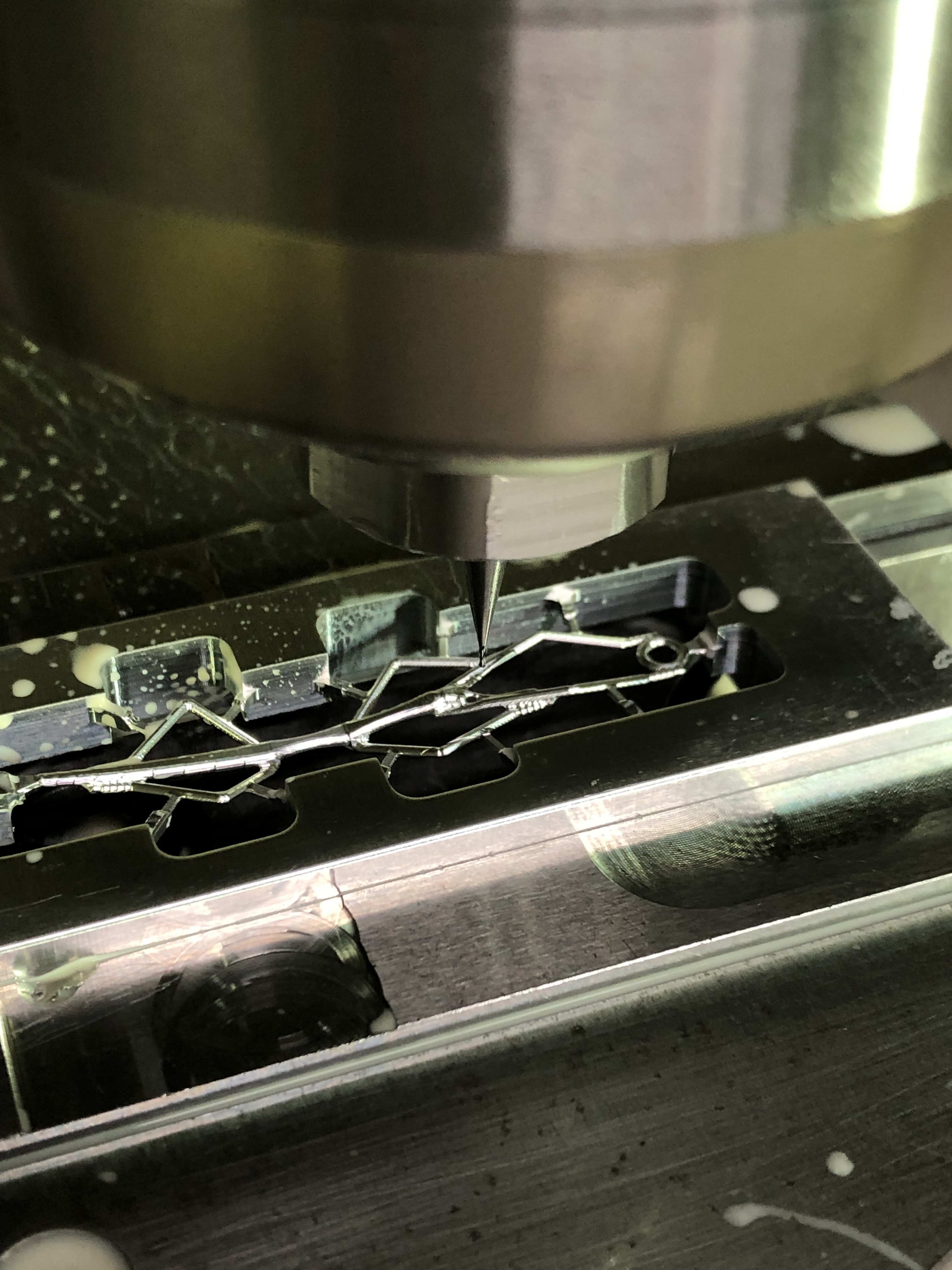
サンプルをお借りする事が出来たので、早速試してみました。
先ずはこのユニットの肝である、ツールを回転させる為の羽を専用の冶具を使って取りつけます。
前後のベアリングに挟まれるカタチで白い樹脂製の羽をツールに圧入。

この羽にクーラントが当たることで回転する仕組み。
ツールに羽とベアリングをつけたら「トゥードゥル スピンドル」本体の中に入れナットを締めればユニットの準備は完了。

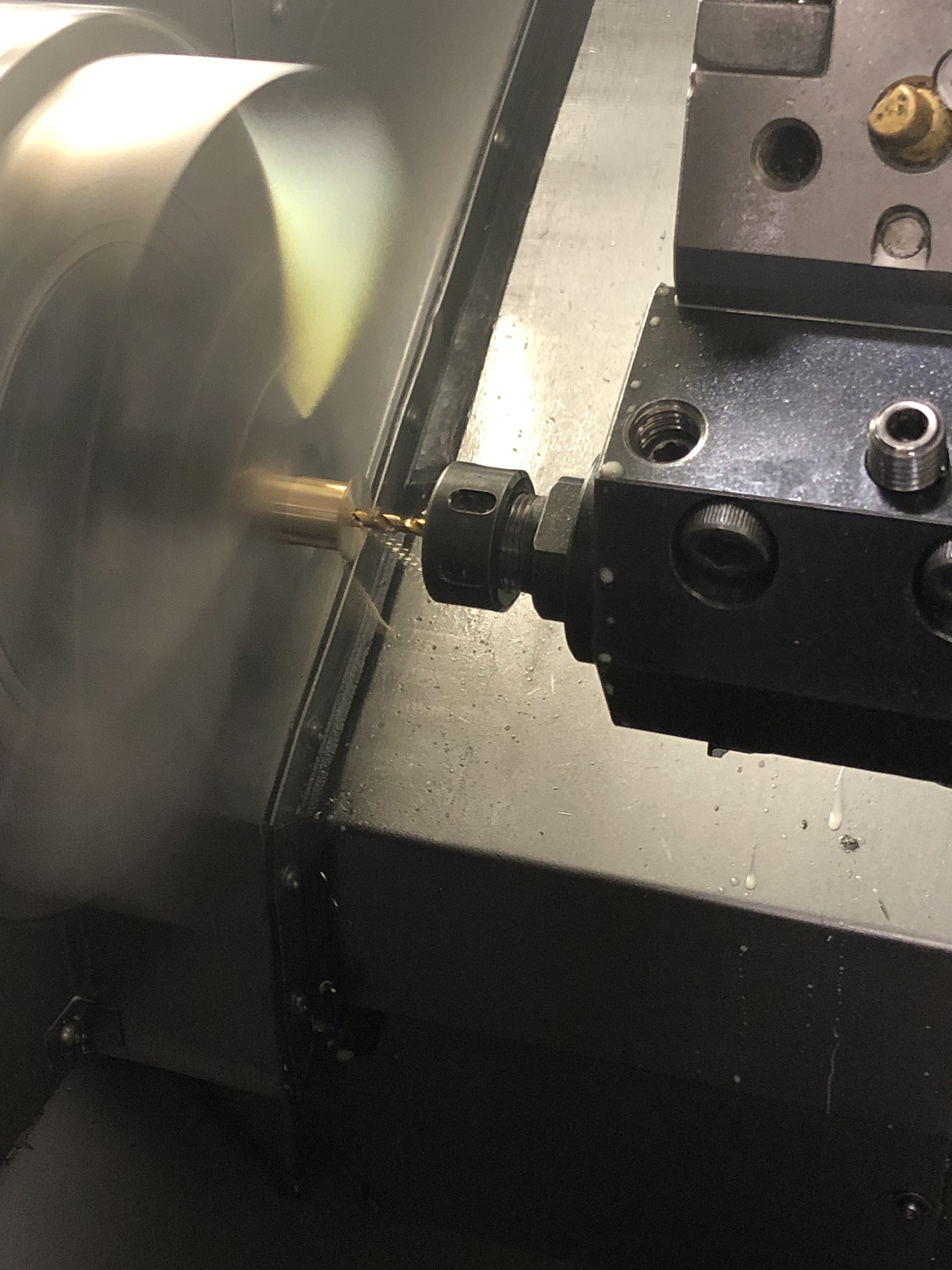
あとはこのような感じでツールホルダーに装着します。

ツールホルダーにオイルホールタイプのコレットを装着し「トゥードゥル スピンドル」を取り付けます。
クーラントが漏れなければいいわけです。
スピンドルスルークーラントの圧力で回転させるので、回転数はその圧力で決まります。
今回使用した機械はOKUMAのMU-400VⅡ。
スペック上は1.5MPaです。実際どのくらいか測定。

約1MPaでした。これで理論上は41400rpmで回転させることが出来るようです。
(注:画像では0.5MPa程度の数字ですが、これは別の機械で測定したものです)
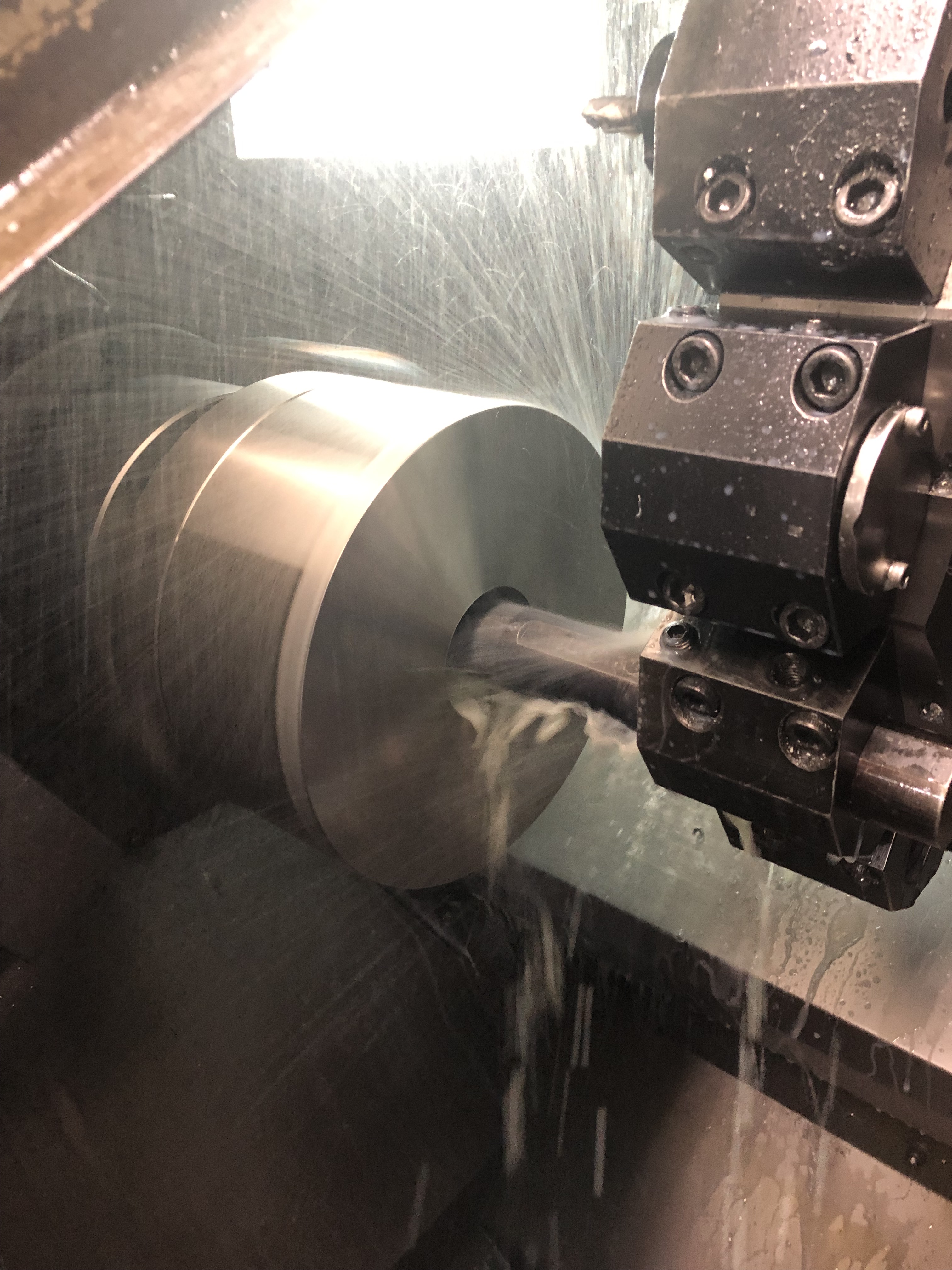
早速加工してみました。
先ずはアルミの仕上げ工程に使用してみます。
●被削材:A5052
●ツール:R0.25ボールエンドミル
●回転数:41400rpm(理論値)
●送り:F1200
●切り込み:0.05
●ピッチ:0.02
こんな条件で仕上げます。
おお、ちゃんと加工できました!
被削材がアルミなのでここまでは想定内。
次はステンレスで実験。
●被削材:SUS316L
●ツール:R0.5ボールエンドミル
●回転数:41400rpm(理論値)
●送り:F1000
●切り込み:0.1
●ピッチ:0.02
●加工時間:約42分
結果はSUS316Lのサンプル品の仕上加工でも問題なし!

複雑なモールドもちゃんと切削できています。
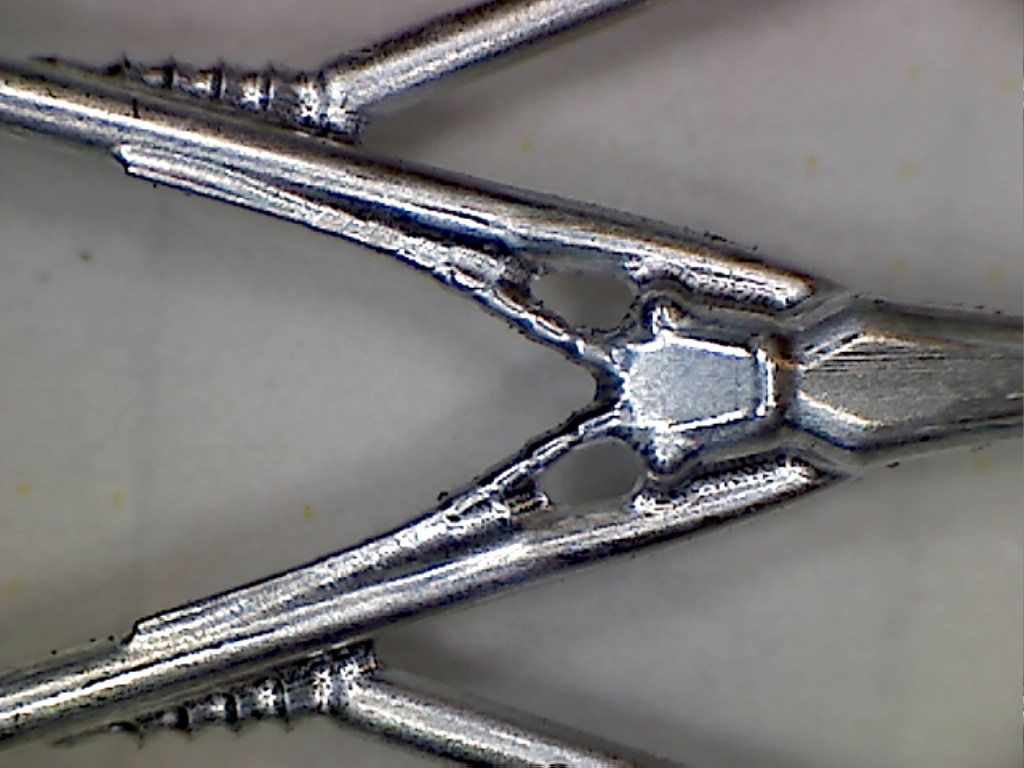
刃の持ちですが、SUS316Lのワーク(加工時間:1個42分)を7個加工すると刃が磨耗し、仕上げ面に影響が出ました。
その画像がこちら。左が1個目、右が7個目です。

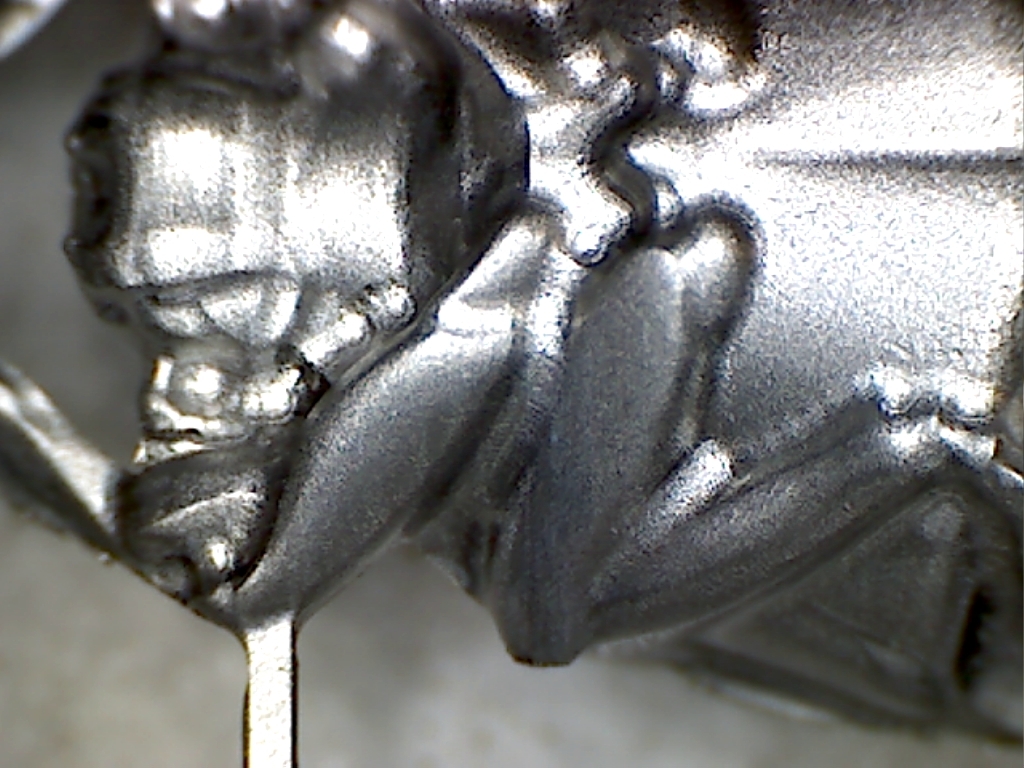
左の画像と比較し右側のワークは仕上げ面がざらついているのがわかります。
まだまだいろいろと試したいのですが、充分な時間が取れなかったのでテストはここまで。
微妙な回転数の調整が出来ないなどの欠点はあるものの、とても面白いアイテムだと感じました。
とにかく比較的安価かつ大掛かりな設備を使用することなく、高回転が実現できるところが最大の魅力ではないでしょうか?
ちなみに、ちょいちょい出てくる謎の加工サンプル。
詳細はおいおい紹介していきますよ!
それでは。
WED
26
June
2019
段取りという仕事
私は普段NC旋盤やマシニングセンタを使用して製品を加工している。
機械の起動ボタンを押せば、工作機械が材料を削り製品が出来上がる。
そして製品が図面の寸法を満たしているか、各種の測定機器を用いて検査する。
コレがメインの仕事。
しかし、ずっと同じ製品を作っているわけではない。
一つの製品の加工が終われば次の製品に切り替える。
その切り替え作業が「段取り」。
段取りが適切に行われなければ、図面通りの製品は作れないし、安定した量産加工も行えない。
だから段取りは大切な仕事のひとつ。
そこで今回はこの「段取り」という仕事を簡単に紹介。
まずはなんといっても加工プログラムの作成。
NC加工機なのだからコレが無ければ始まらない。
図面を元に加工手順を考え、座標やコードを入力してプログラムを作成します。
次は加工原点の設定と加工する工具のオフセット。
ワークや刃具の位置を機械に教えるわけです。

ここまで準備が出来たら、機械のモニターで加工の動きを確認。
グラフィックで加工軌跡を見て、プログラムが間違っていないかチェック。
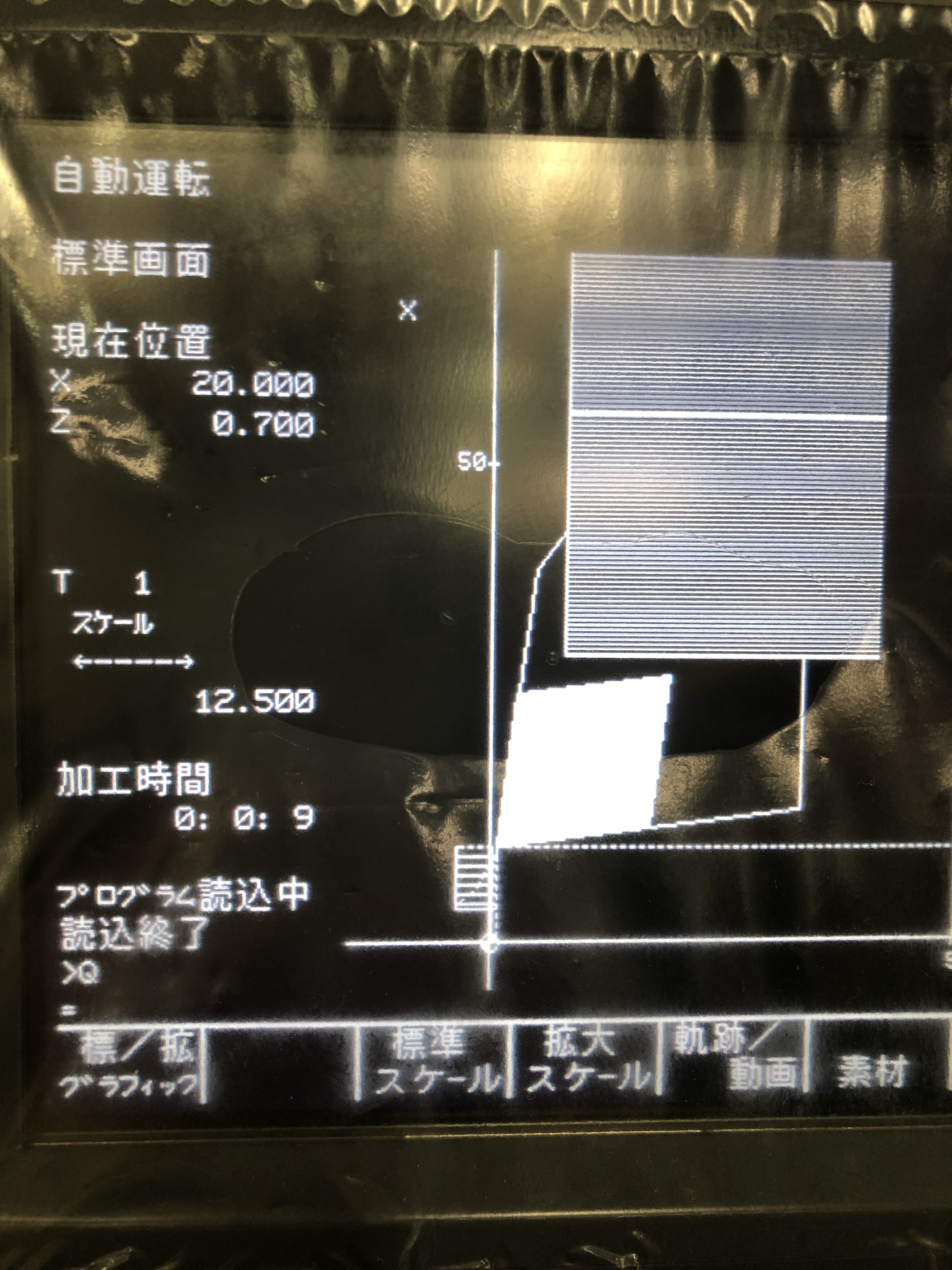
プログラムに問題なければ、材料をつけないまま空運転。
干渉などの物理的な問題点がないかチェック。
すべてクリアできたら、いよいよ加工です。

はい、完成しました。

途中細かい作業はだいぶ省略してますが、流れとしてはこんな感じ。
経験を積めば段取りはより早く正確になります。
腕の見せ所でもあります。
どうでしょうか。
意外と簡単そう?
面白そう?
若い人に興味を持ってもらえると一番うれしいのですが。
一緒にお仕事しませんか?




木山製作所のスタッフブログです
モノ作り集団「K製作所」の活動も随時更新中!
デザフェス等イベント出展情報もこちら
- 2024.01.06
- 2024
- 2022.12.28
- トルメキア軍戦列艦を作る ~完成編~
- 2022.12.26
- トルメキア軍戦列艦を作る ~ウェザリング編~
- 2022.12.02
- MEMORIAL TABLET
- 2022.11.21
- トルメキア軍戦列艦を作る ~塗装編~
- 2022.11.11
- JIMTOF2022
- 2022.11.09
- トルメキア軍戦列艦を作る ~組み立て・表面処理編~
- 2022.10.21
- トルメキア軍戦列艦を作る ~3Dプリント編その2~
- 2022.10.14
- トルメキア軍戦列艦を作る ~3Dプリント編その1~
- 2022.10.12
- ものづくり部(仮)始動!
- 2022.10.04
- トルメキア軍戦列艦を作る ~モデリング編~
- 2022.09.30
- 3Dプリンターの可能性
- 2022.09.05
- ブラックバスフィギュア その2
- 2022.08.31
- ブラックバスフィギュア その1
- 2022.08.14
- 大人の夏休み
- 2022.08.06
- インターンシップを実施しました
- 2022.07.29
- 準備中!
- 2022.05.27
- 新入社員切削体験 その2
- 2022.05.18
- 新入社員切削体験 その1
- 2022.04.29
- 4月






- 2024.04.01
- 5000円で何する?season4 第9回
- 2024.03.15
- 春 受賞
- 2024.03.07
- 新人さん11トン
- 2024.03.01
- 5000円で何する?season4 第8回
- 2024.02.08
- 三×三
- 2024.02.07
- 10人/50万人
- 2024.02.05
- お湯割り
- 2024.02.01
- 5000円で何する?season4 第7回
- 2024.01.06
- 普通にスタート
- 2024.01.05
- 5000円で何する?season4 第6回
- 2023.12.28
- フィルター掃除
- 2023.11.30
- 5000円で何する?season4 第5回
- 2023.11.09
- なぜ2点?
- 2023.11.01
- 5000円で何をする?season4 第4回
- 2023.10.27
- ただいま進行中
- 2023.10.13
- 視界の木々
- 2023.10.06
- 5000円で何をする?season4 第3回
- 2023.09.25
- 新しいこと、楽しく
- 2023.09.01
- 5000円で何をする?season4 第2回
- 2023.08.28
- 応援する
Copyright © 2006- Kiyamaseisakusyo All rights reserved.